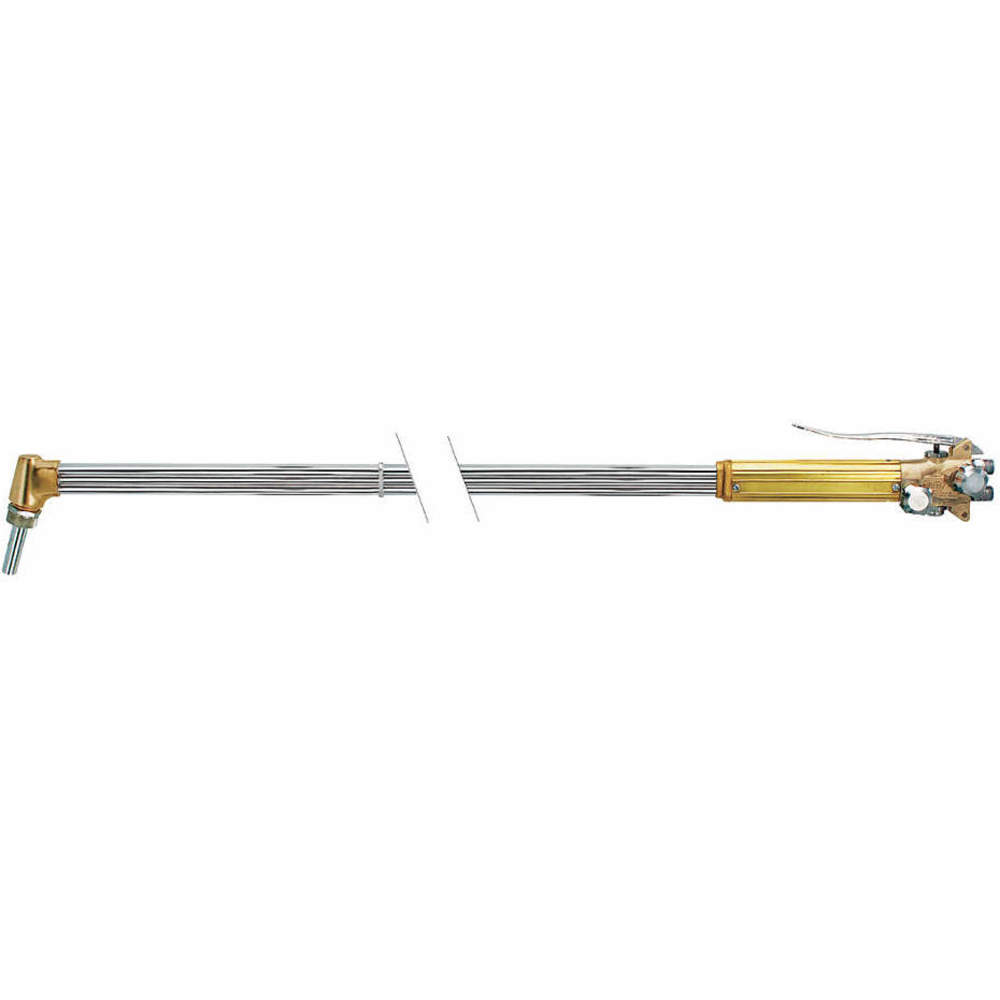
Leikkaava taskulamppu
Miller-Smith leikkauspolttimet ovat ihanteellisia metallityökappaleiden lämmittämiseen ja leikkaamiseen käyttämällä happea ja mitä tahansa polttokaasua, kuten asetyleenia, propaania, propeenia ja maakaasua. Niissä on kaksi liitäntää kaasupullojen kaasunsyöttölinjoihin kiinnittämistä varten. Miller-Smith-leikkauspolttimissa on 75, 90 ja 180 asteen pään kulmat, jotka sopivat leikkauskärjeille jopa 24 tuuman työkappaleiden leikkaamiseen eri kulmista käyttäjästä. Ne on varustettu kaasunupeilla syntyvän liekin happi-polttokaasusuhteen säätämiseksi ja leikkaushappivivulla korkeapaineisen hapen syöttämiseksi sulan metallin sulattamiseksi ja puhaltamiseksi pois. Nämä Miller-Smith-leikkauspolttimet tarvitsevat vain kaasulinjojen/letkujen ja leikkauskärkien asennuksen kokoamista varten. Käyttäjien on kiristettävä Miller-Smith-leikkauspolttimen kärkeä käsin sen jälkeen, kun ne on kiristetty jakoavaimella. Miller Smith -leikkauspolttimissa on tukeva runko, jossa on kärjessä oleva seos hapen ja polttokaasun sekoittamista ja polttamista varten erikseen. Leikkuukärjen istuin on valmistettu Graf-Tite-materiaalista, jotta se säilyttää positiivisen istuvuuden ja kestää erittäin korkeita lämpötiloja.
Valitse laajasta valikoimasta näitä Miller-Smith-leikkauspolttimia, joiden pituudet vaihtelevat 36-60 tuumaa. Raptor Supplies. Tarjoamme myös Miller-Smith leikkauslamppusarjat jossa on polttimen kahvat, jotka sopivat leikkaustarvikkeisiin, lämmityssuuttimiin ja hitsaussuuttimiin erilaisiin leikkaus-, hitsaus- ja lämmitystoimintoihin.
käytät
Miller Smith -leikkauspolttimia käytetään metallista tai metalliseoksista valmistettujen työkappaleiden leikkaamiseen valmistus-, rakentamis-, huolto-, purku-, pelastus- ja telakkasovelluksissa.
Usein kysytyt kysymykset
Minkä kokoisen polttoainesäiliön käyttäjien tulee valita, jotta leikkaus voidaan suorittaa tehokkaasti?
Miller-Smith-leikkauspolttimien käyttöön tarkoitetun kaasusäiliön koko määräytyy käytetyn polttokaasun ja sen kulutuksen sekä happikaasun mukaan. Yleensä asetyleenisylinterin kapasiteetti tunnissa on seitsemän kertaa kärjen tarve. Vaihtoehtoisen polttoaineen (LP) kaasusylinterin tilavuus riippuu lämpötilasta, mutta sillä on normaalisti suurempi kaasutilavuus kuin asetyleenisylintereissä.
Voiko Miller-Smith-leikkauspolttimissa käyttää sähköputkien kautta toimitettua maakaasua?
Kyllä, sähköputkien kautta toimitettua maakaasua voidaan käyttää Miller-Smith-leikkauspolttimilla. Tämä polttokaasun syöttö ei kuitenkaan yleensä ole tarpeeksi paineistettu työkappaleiden tehokkaaseen leikkaamiseen. Käyttäjät saattavat tarvita erillisen polttokaasujakoputkiston pakottaakseen kaasun riittävällä paineella päästäkseen kärkeen ja synnyttääkseen liekin kaukana Miller-Smithin leikkauspolttimen kärjistä.
Kuinka valita oikea polttokaasutyyppi käytettäväksi Miller Smith -leikkuupolttimissa?
Polttokaasun valinta Miller-Smith-leikkauspolttimille riippuu useista parametreista, kuten sovellusvaatimuksista, työkappaleen paksuudesta, materiaalin ominaisuuksista ja polttokaasun hinnasta/saatavuudesta. Käyttäjien tulee testata jokaista polttokaasua tietyn ajanjakson aikana vertaillakseen käytettyjen kaasujen työn tehokkuutta ja kokonaiskustannuksia. Miller-Smith-leikkauspolttimet ovat yleensä yhteensopivia kaikkien polttokaasujen kanssa ja vaativat vain yhteensopivia leikkauskärkiä toimiakseen.
Kuinka välttää Miller-Smith-leikkauspolttimien ylikuumeneminen?
Kaksi tärkeintä syytä Miller-Smith-leikkauspolttimen ja sen kärjen ylikuumenemiseen ovat väärät liekin säädöt ja riittämätön kaasunsyöttö polttimeen. Syntyneeltä liekiltä puuttuu nopeus, joka tarvitaan palamaan pois leikkauskärjestä, jos Miller-Smithin leikkauspolttimeen ei syötetä tarpeeksi kaasua. Tuloksena oleva liekki voi vetäytyä polttimeen ja aiheuttaa ylikuumenemisen. Käyttäjien tulee käyttää suuren virtauksen takaiskusuojaimia, joissa on suuret leikkauskärjet, mikä vähentää kaasun virtausvastusta ja vähentää ylikuumenemista. Niiden tulee myös tarjota sopiva määrä happea ylikuumenemisen estämiseksi, koska happi jäähdyttää Miller-Smithin leikkuupoltinta ja sen leikkauskärkeä.
Minkä luokan letku sopii käytettäväksi Miller-Smith-leikkauspolttimien kanssa?
Käyttäjien tulee käyttää "R"-luokan letkuja Miller-Smith-leikkauspolttimien kanssa, kun polttokaasuna käytetään asetyleenia, ja "T"-luokan letkuja, kun he käyttävät vaihtoehtoisia polttoainekaasuja, kuten propaania, propeenia ja maakaasua.