- Kategoriat
- Tuotemerkit
Timantti- ja CBN-hiomalaikat
Erittäin kovat materiaalit kestävät hyvin leikkausmateriaalia ja vaativat erityisiä leikkausmateriaaleja. Timantti- ja CBN-hiomalaikat on suunniteltu tällaisten materiaalien leikkaamiseen...Lue lisää
NORTON ABRASIVES -
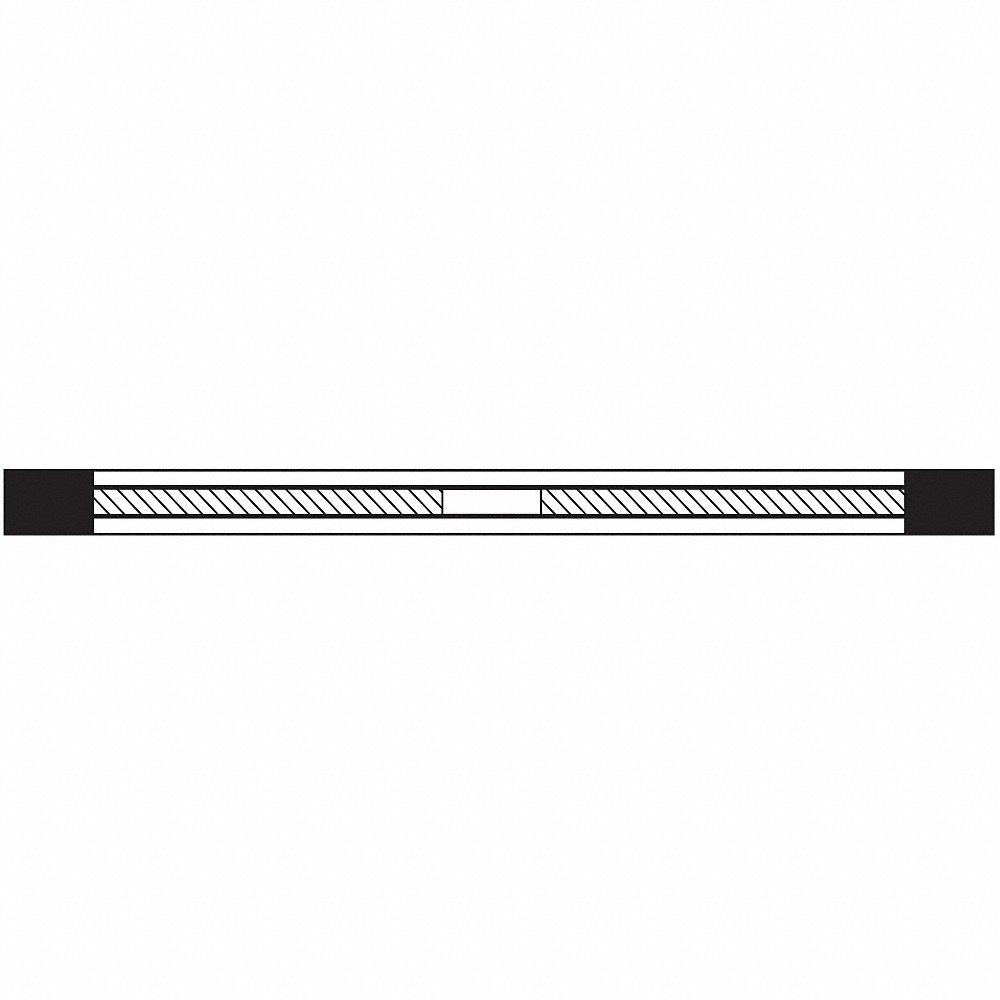
Timantti- ja CBN-hiomalaikka
Norton super-hiontapyörät on suunniteltu leikkaamaan ja tasoittamaan erittäin kovia materiaaleja. Työskentelyyn sekä märällä että kuivalla tarkkuushiontasovelluksella nämä pyörät ovat hioma-asteikolla 100-120 karkeutta. Tuotemerkin hartsi-sidontahiontapyörät ovat ihanteellisia työkalujen valmistukseen, teroitukseen ja työstökoneiden kunnostustöihin, koska ne ovat erinomaisen kestäviä ja korkean suorituskyvyn ja hinnan suhteen. Valitse laaja valikoima näistä hiomahiomalaikoista, jotka ovat saatavana pyörimisnopeusmuunnoksina 7260 ja 9075 rpm Raptor Supplies.
Norton super-hiontapyörät on suunniteltu leikkaamaan ja tasoittamaan erittäin kovia materiaaleja. Työskentelyyn sekä märällä että kuivalla tarkkuushiontasovelluksella nämä pyörät ovat hioma-asteikolla 100-120 karkeutta. Tuotemerkin hartsi-sidontahiontapyörät ovat ihanteellisia työkalujen valmistukseen, teroitukseen ja työstökoneiden kunnostustöihin, koska ne ovat erinomaisen kestäviä ja korkean suorituskyvyn ja hinnan suhteen. Valitse laaja valikoima näistä hiomahiomalaikoista, jotka ovat saatavana pyörimisnopeusmuunnoksina 7260 ja 9075 rpm Raptor Supplies.
 A
A B
B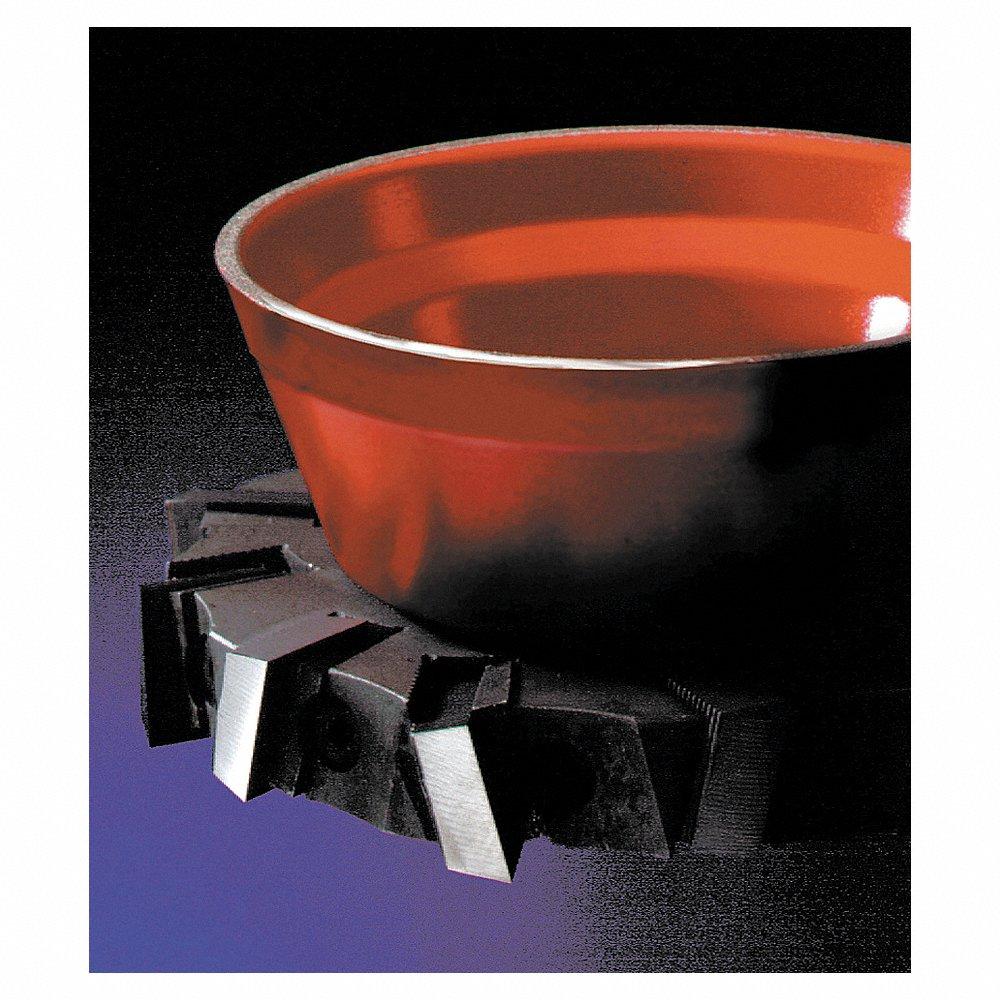 C
C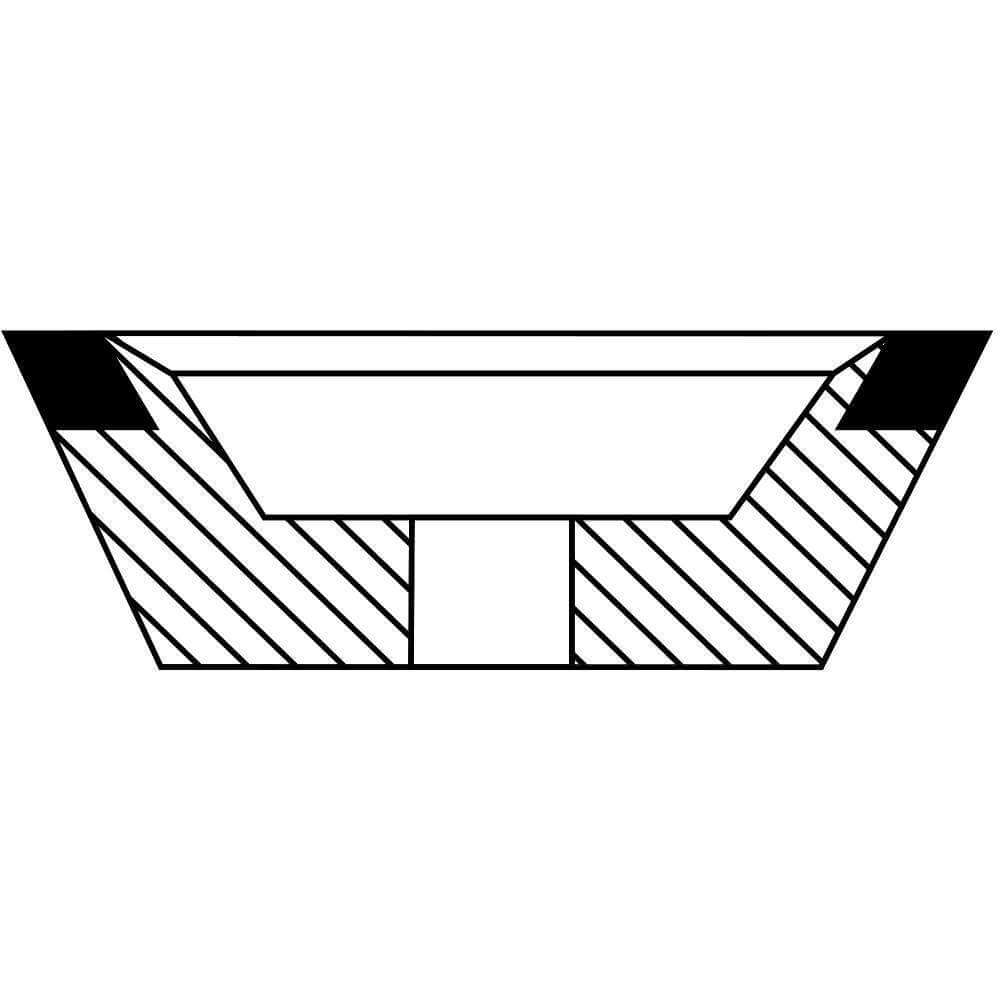 D
D| Tyyli | Malli | Hioma-aine | Halkaisija | sisu | erä | Maks. Kierrosluku | Paksuus | Hinta (ei alv) | |
|---|---|---|---|---|---|---|---|---|---|
| A | 69014191842 | €880.40 | Tarjouspyyntö | ||||||
| B | 69014191841 | €877.01 | Tarjouspyyntö | ||||||
| C | 69014191651 | €526.96 | Tarjouspyyntö | ||||||
| A | 69014191834 | €666.80 | Tarjouspyyntö | ||||||
| A | 69014191832 | €669.38 | Tarjouspyyntö | ||||||
| D | 69014191636 | €662.21 | |||||||
| D | 69014191652 | €557.09 | |||||||
| D | 69014191719 | €548.85 |
NORTON ABRASIVES -
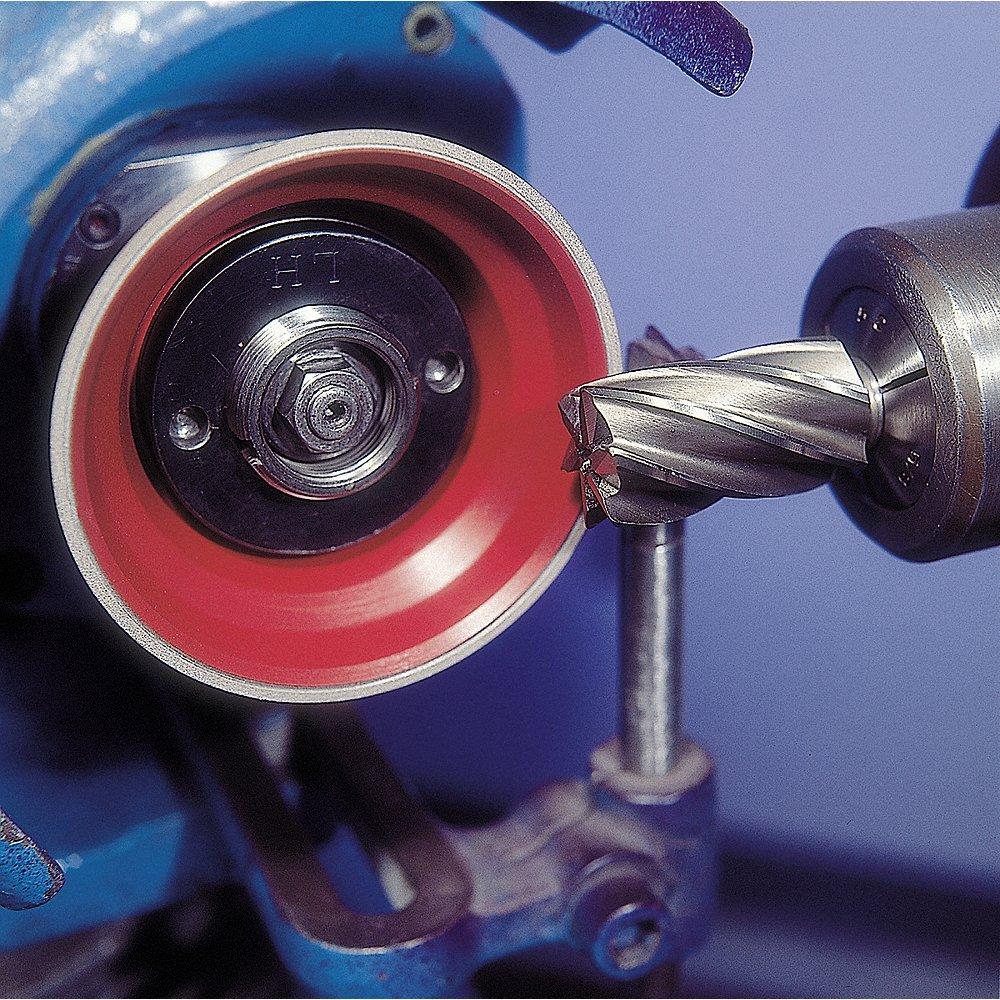
Tyyppi 6A2C Suorakuppihiomalaikat
Norton Abrasives Type 6A2C suorakuppihiomalaikat on tarkoitettu muotoiltujen ja tasaisten pintojen hiontaan, ja ne ovat ihanteellisia massan poistoon tiukoissa toleransseissa, työkalujen valmistuksessa, teroittamisessa ja tarkkuusviimeistelysovelluksissa. Niissä on panssaroituja tai vapaasti leikkaavia timanttihioma-aineita erittäin kovien materiaalien leikkaamiseen, ja niissä on karan reikien kiinnitystarvikkeet sopimaan pieniin reikiin. Näissä pyörissä on kuiviin ja kosteisiin tiloihin soveltuvat hartsisidokset, ja niitä on saatavana 120, 150 ja 220 hiomarakeina.
Norton Abrasives Type 6A2C suorakuppihiomalaikat on tarkoitettu muotoiltujen ja tasaisten pintojen hiontaan, ja ne ovat ihanteellisia massan poistoon tiukoissa toleransseissa, työkalujen valmistuksessa, teroittamisessa ja tarkkuusviimeistelysovelluksissa. Niissä on panssaroituja tai vapaasti leikkaavia timanttihioma-aineita erittäin kovien materiaalien leikkaamiseen, ja niissä on karan reikien kiinnitystarvikkeet sopimaan pieniin reikiin. Näissä pyörissä on kuiviin ja kosteisiin tiloihin soveltuvat hartsisidokset, ja niitä on saatavana 120, 150 ja 220 hiomarakeina.
 AB
AB C
C D
D| Tyyli | Malli | Hioma-aine | Halkaisija | sisu | erä | Maks. Kierrosluku | Paksuus | Hinta (ei alv) | |
|---|---|---|---|---|---|---|---|---|---|
| A | 69014191630 | €702.91 | Tarjouspyyntö | ||||||
| B | 69014191910 | €596.40 | Tarjouspyyntö | ||||||
| B | 69014191918 | €775.79 | Tarjouspyyntö | ||||||
| B | 69014191906 | €544.60 | Tarjouspyyntö | ||||||
| B | 69014195686 | €1,186.11 | Tarjouspyyntö | ||||||
| C | 69014191860 | €774.77 | |||||||
| C | 69014192786 | €946.75 | |||||||
| D | 69014192272 | €465.20 | |||||||
| C | 69014191623 | €1,050.46 | |||||||
| C | 69014192217 | €1,035.13 |
NORTON ABRASIVES -
Tyypin 1 timanttihiomalaikat
Norton Abrasives Type 1 -timanttihiomalaikat on suunniteltu työkalujen valmistukseen tai teroittamiseen märissä ja kuivissa tiloissa. Niissä on timanttihiontakyky, joka takaa työkalun vahvan leikkauksen ja kulutuskestävyyden, ja hartsisidos takaa pitkän käytön, itseteroittumisen ja alhaisen lämpötilan ylläpitämisen käytön aikana. Nämä pyörät on esisuunniteltu optimaalista suorituskykyä varten keskipitkällä tai hienolla karkeudella, ja niitä on saatavana halkaisijaltaan 4 ja 6 tuumaa.
Norton Abrasives Type 1 -timanttihiomalaikat on suunniteltu työkalujen valmistukseen tai teroittamiseen märissä ja kuivissa tiloissa. Niissä on timanttihiontakyky, joka takaa työkalun vahvan leikkauksen ja kulutuskestävyyden, ja hartsisidos takaa pitkän käytön, itseteroittumisen ja alhaisen lämpötilan ylläpitämisen käytön aikana. Nämä pyörät on esisuunniteltu optimaalista suorituskykyä varten keskipitkällä tai hienolla karkeudella, ja niitä on saatavana halkaisijaltaan 4 ja 6 tuumaa.
 A
A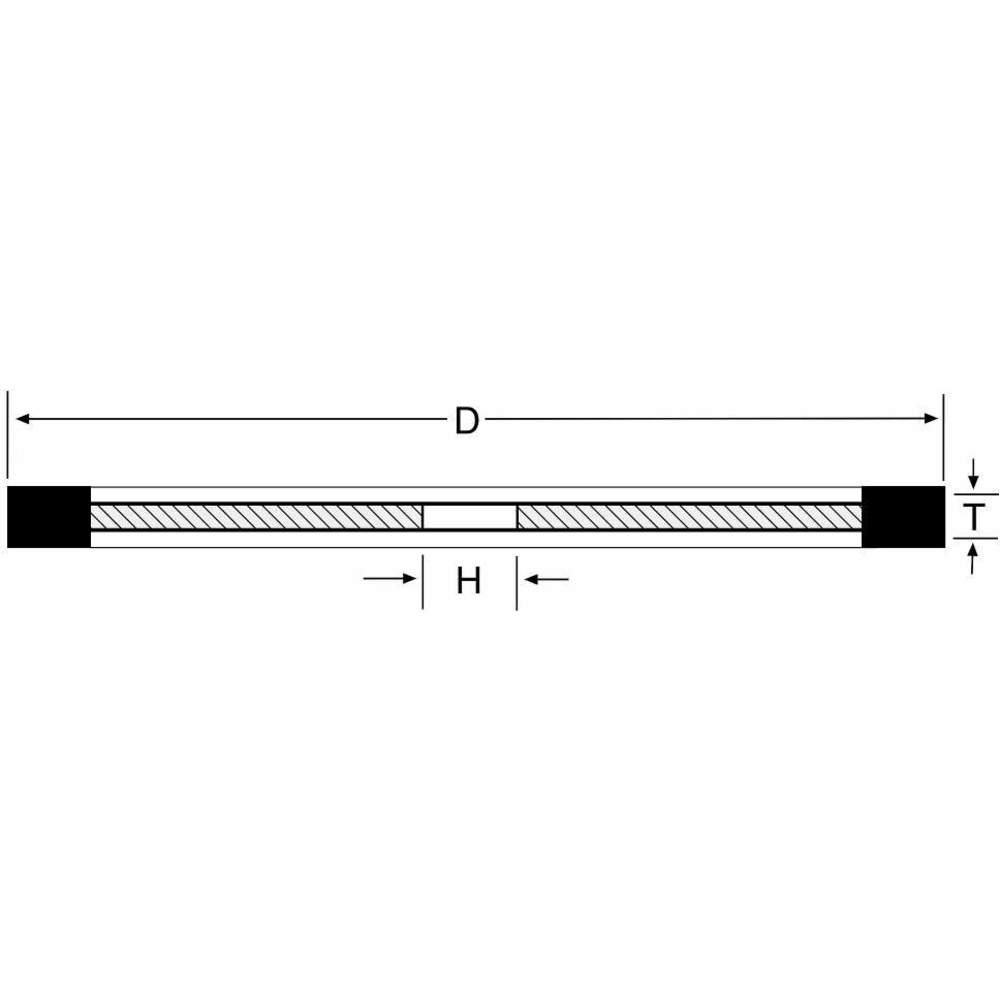 B
B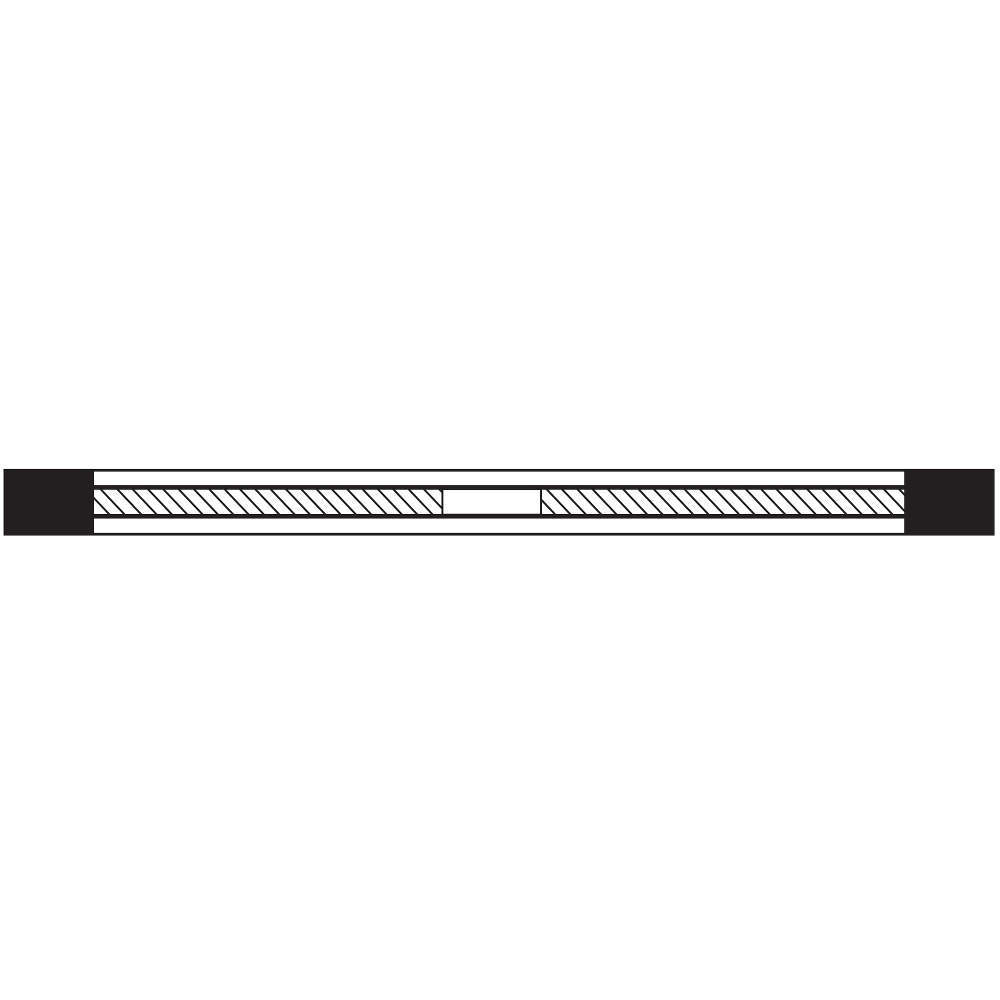 C
C| Tyyli | Malli | Leikkurin koko | Halkaisija | sisu | erä | Maks. Kierrosluku | Paksuus | Hinta (ei alv) | |
|---|---|---|---|---|---|---|---|---|---|
| A | 69014192159 | €450.79 | Tarjouspyyntö | ||||||
| B | 69014191858 | €447.29 | |||||||
| C | 69014192156 | €431.84 | |||||||
| B | 69014191706 | €361.32 |
NORTON ABRASIVES -
Suorat hiomalaikat, timantti
Norton Abrasivesin suoria hiomalaikkoja käytetään teroittamiseen tai työkalujen valmistukseen. Niissä on timanttihioma-aine, joka takaa alhaisen kitkakertoimen, kulutuskestävyyden ja suuren vetolujuuden. Ne tarjoavat myös suuremman leikkauspinnan ja vähentävät häiriötä työkappaleiden kanssa tyypin 1 tai tyypin 1A1 hioma-aineiden ansiosta. Näissä pyörissä on 1.25 tuuman karanreiät tai tuurnat muotihiomakoneiden ja käsiporien kiinnittämiseen.
Norton Abrasivesin suoria hiomalaikkoja käytetään teroittamiseen tai työkalujen valmistukseen. Niissä on timanttihioma-aine, joka takaa alhaisen kitkakertoimen, kulutuskestävyyden ja suuren vetolujuuden. Ne tarjoavat myös suuremman leikkauspinnan ja vähentävät häiriötä työkappaleiden kanssa tyypin 1 tai tyypin 1A1 hioma-aineiden ansiosta. Näissä pyörissä on 1.25 tuuman karanreiät tai tuurnat muotihiomakoneiden ja käsiporien kiinnittämiseen.
 A
A B
B| Tyyli | Malli | Hioma-aine | Halkaisija | sisu | Maks. Kierrosluku | Paksuus | Hinta (ei alv) | |
|---|---|---|---|---|---|---|---|---|
| A | 69014191690 | €511.06 | ||||||
| B | 69014191853 | €896.82 | ||||||
| B | 69014192211 | €904.56 | ||||||
| A | 69014191694 | €498.67 | ||||||
| B | 69014191677 | €359.99 | ||||||
| B | 69014191692 | €658.94 | ||||||
| B | 69014191699 | €747.90 |
 A
ANORTON ABRASIVES -
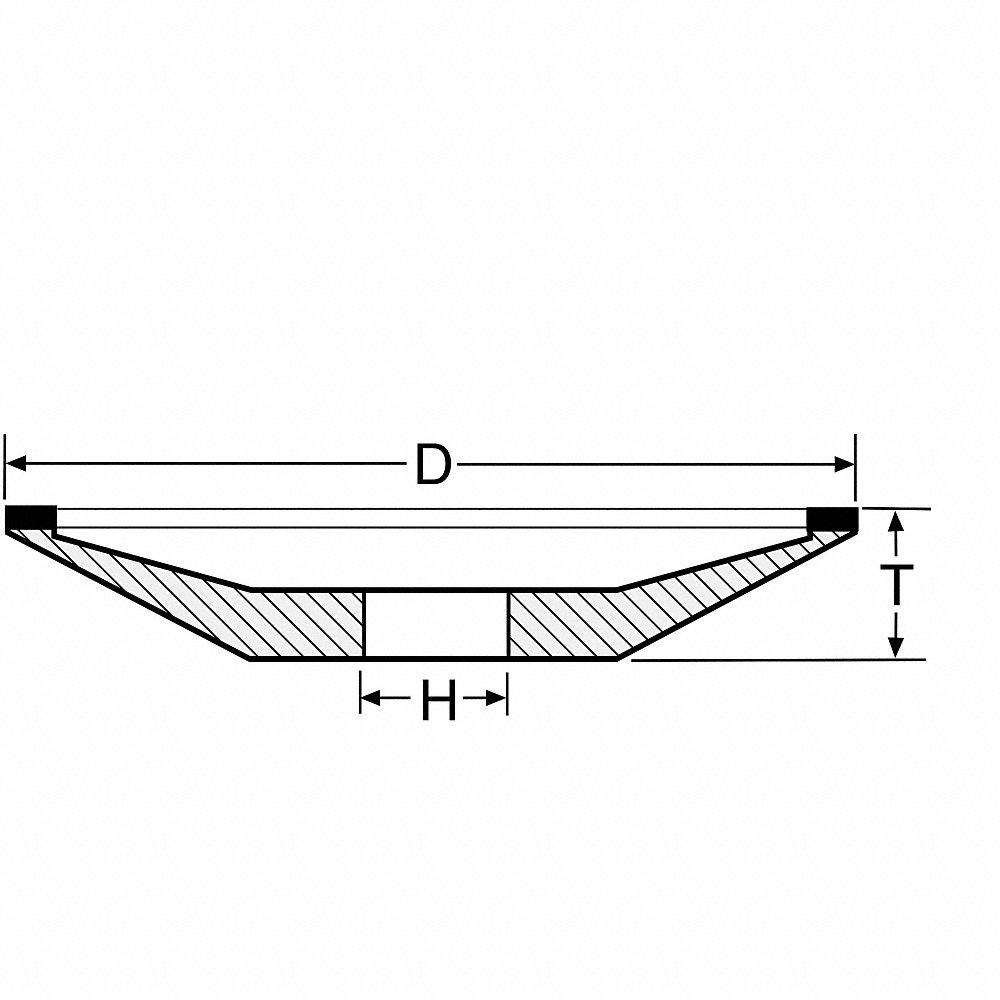
Astian hiomalaikka
 A
A B
B C
C D
D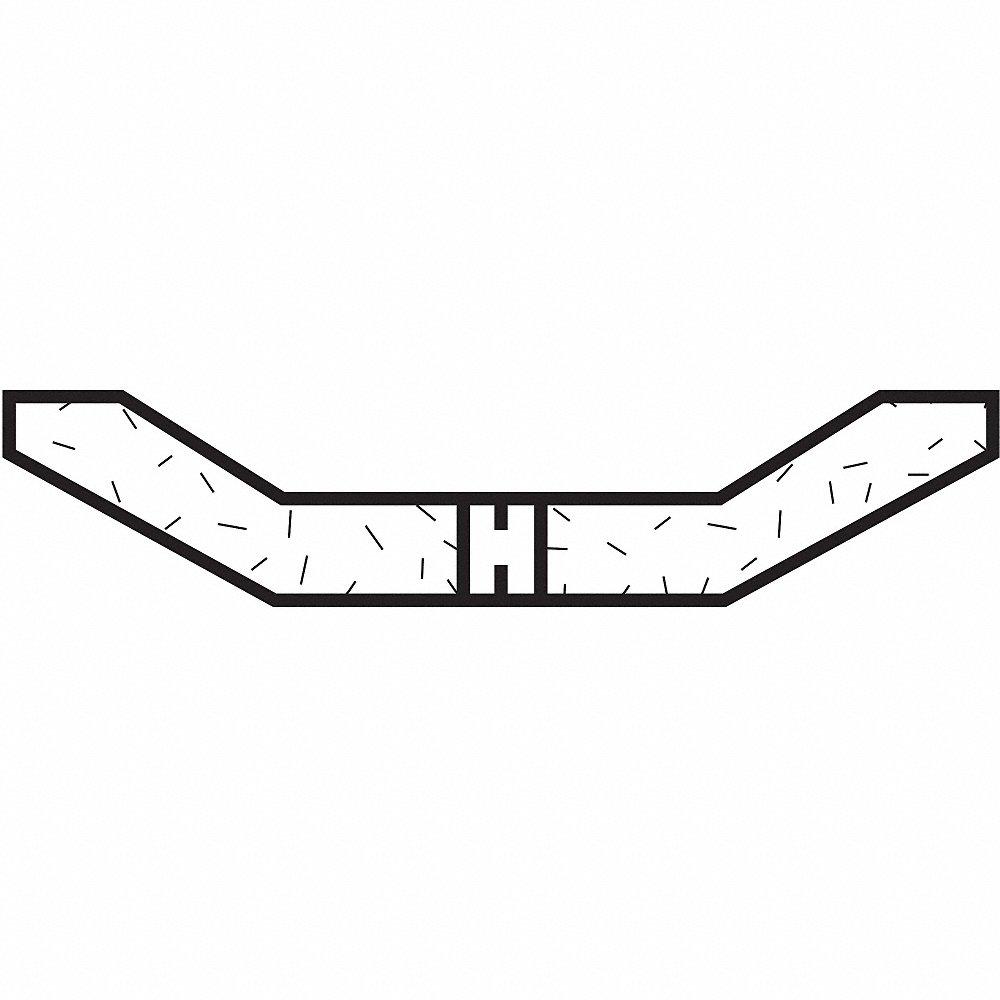 E
E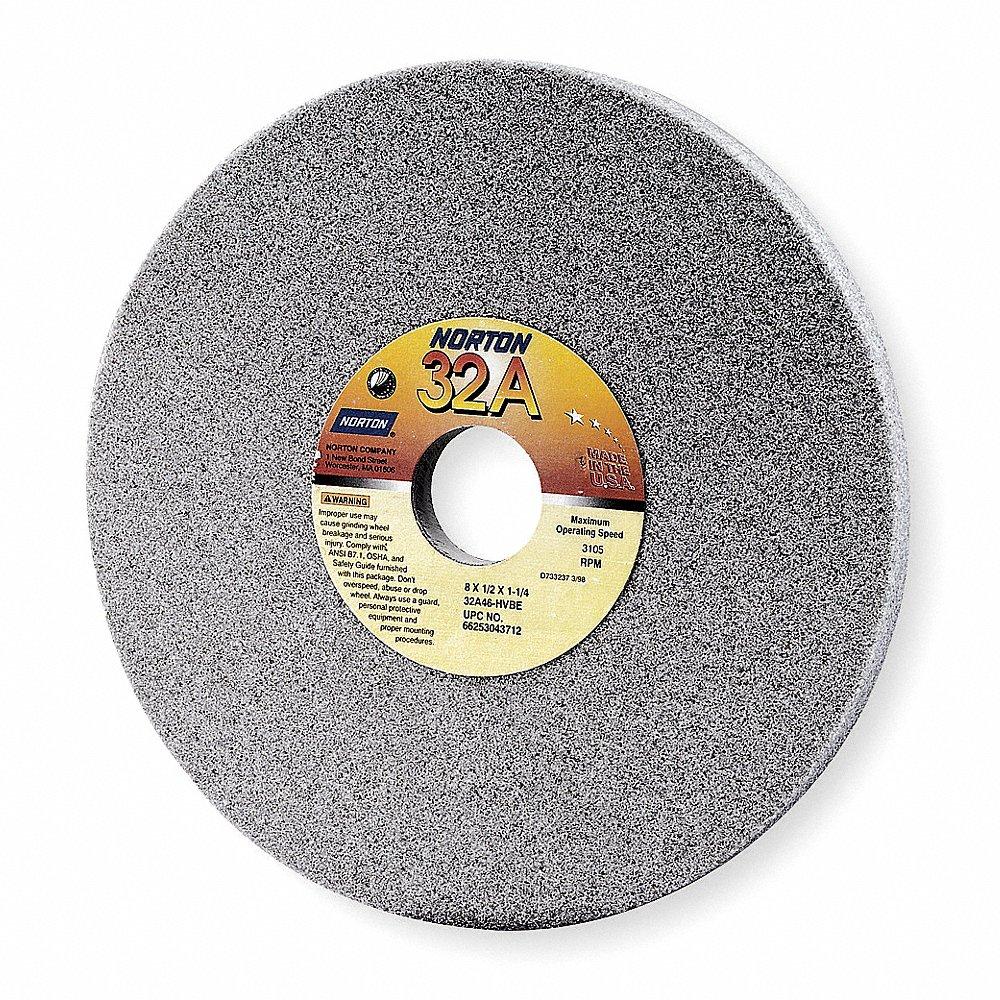 F
F| Tyyli | Malli | Hinta (ei alv) | Pkg. Määrä | |
|---|---|---|---|---|
| A | 66253161197 | €342.38 | 1 | Tarjouspyyntö |
| B | 66243530067 | €304.45 | 5 | Tarjouspyyntö |
| C | 66252836966 | €526.82 | 5 | Tarjouspyyntö |
| D | 66252836574 | €877.77 | 5 | Tarjouspyyntö |
| E | 66252836977 | €390.47 | 5 | Tarjouspyyntö |
| F | 66252837732 | €511.74 | 5 | Tarjouspyyntö |
MAKITA -
Timantti- ja CBN-hiomalaikat
 A
A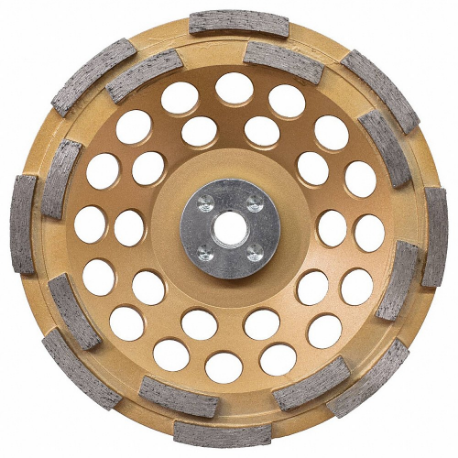 B
BDIAMOND VANTAGE -
Timantti- ja CBN-hiomalaikat
 A
A B
B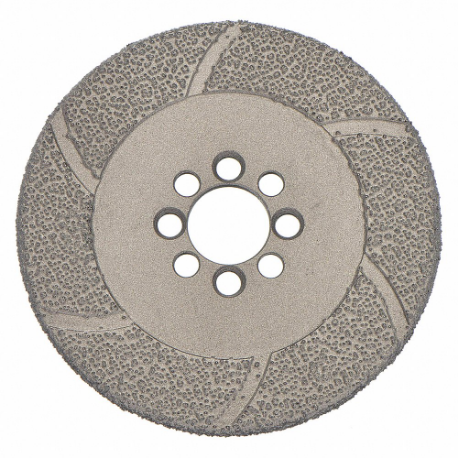 C
C D
D| Tyyli | Malli | Hinta (ei alv) | |
|---|---|---|---|
| A | DXA2920P04A | €140.33 | |
| B | DXA0125P0725I | €367.01 | |
| A | DXA2920P06H | €232.90 | |
| A | DXA2920P05H | €206.93 | |
| C | DXA0125P0625I | €319.27 | |
| A | DXA2920P07H | €277.50 | |
| D | DXA2920P09H | €349.44 | |
| C | DXA0125P4525I | €231.43 | |
| C | DXA0125P0425A | €210.54 | |
| A | DXA2920P45H | €157.36 |
Timantti- ja CBN-hiomalaikat
Norton Abrasivesin timantti- ja CBN-hiomalaikat on suunniteltu erittäin kovien materiaalien tasoittamiseen ja leikkaamiseen metallintyöstö-, kaivos-, valmistus-, rakennus-, instrumentointi- ja valmistusteollisuudessa. Nämä hiomalaikat tarjoavat korkeat materiaalin poistonopeudet ja minimoivat työkappaleen lämpövauriot. Norton Abrasives -hiomalaikat ovat erittäin kestäviä ja voivat hioa märkiä tai kuivia materiaaleja. Brändin leikkaavat kuppi- / katkaisu- / lautas- / suorakuppihiomalaikat sisältävät hioma-aineita, jotka on sidottu kuutioon boorinitridillä (CBN) ja teollisuustimantteja erittäin kovien materiaalien, kuten kovametallileikkauskärkien, jalokivien ja betonin, hiontaan. Norton-pintahiomalaikoissa on hartsisidos, joka takaa maksimaalisen rakeen pidätyksen ja erinomaisen iskunvaimennuskapasiteetin. Rakennusteollisuuden raudoitustankojen ja ulkonevien pulttien hiontaan tuotemerkki tarjoaa katkaisulaikkoja, joissa on vapaasti leikkaavia timanttihioma-aineita ja hienojakoisia rakeita, mikä varmistaa tarkan toiminnan. Valitse laajasta Norton Abrasivesin timantti- ja CBN-hiomalaikkojen valikoimasta, joka on saatavilla eri mitoissa, eri materiaaleissa (timantti, alumiinioksidi, panssaroitu timantti, kuutioboorinitridi ja vapaaleikkaustimantti), karkeuskoot ja kierrosluvut.
käytät
Norton Abrasivesin timantti- ja CBN-hiomalaikat on suunniteltu kovien materiaalien leikkaamiseen ja tasoittamiseen metallintyöstö-, ilmailu-, kaivos-, valmistus-, rakentamis-, instrumentointi- ja valmistussovelluksissa. Nämä hiomalaikat takaavat minimaaliset lämpövauriot työkappaleelle leikkaamisen aikana. Ne varmistavat myös suuren tarkkuuden työkappaleen leikkaamisen aikana. Timantti- ja CBN-hiomalaikat sopivat ihanteellisesti kovametallileikkaustyökalujen teroittamiseen, keraamisten ja lasimateriaalien leikkaamiseen, pintahiontaan, kovametallitankojen, ruiskupinnoitteiden ja teräsosien leikkaamiseen. Erilaisia materiaaleja, jotka voivat hioa näillä pyörillä, ovat elektroniikkakomponentit, hioma-aineet, kivet, muovit, lasikuitu, keramiikka ja lasi.
Ominaisuudet
Timantti- ja CBN-hiomalaikoissa on korkealaatuinen synteettinen timantti / CBN (cubic Boron Nitride) -hiomamateriaali, joka varmistaa suuren tarkkuuden kovia materiaaleja leikattaessa. Nämä hioma-/leikkauslaikat poistavat korkeat materiaalin poistonopeudet ja leikkaavat helposti vaikeasti hiottavia teräsosia. Nämä hiomalaikat ovat kulutusta kestäviä ja lämpöstabiileja.
Toimintamekanismi
Timanttileikkauslaikoissa on metallilaikka, jonka leikkuureunoissa on timanttipinnoite. Samoin CBN-hiomalaikkojen leikkuureunoissa on synteettistä materiaalia oleva kerros. Nämä leikkuupyörät on kiinnitetty hiomakoneeseen kovien materiaalien hiomista ja viipalointia varten.
Standardit ja hyväksynnät
- Norton Abrasivesin timantti- ja CBN-hiomalaikat valmistetaan ANSI-turvallisuusstandardien ja OSHA-määräysten mukaisesti.
Usein kysytyt kysymykset
Kuinka valita hiomalaikka?
Useat tekijät vaikuttavat hiomalaikan tyypin valintaan, jotka on mainittu alla:- Hiottava materiaali: Alumiinioksidiraelaikkoja käytetään rautametallien hiontaan, piikarbidihiomalaikkoja ei-rautametallien ja ei-metallien hiontaan sekä keraamisia ja superhiomarakeita käytetään jompaankumpaan näistä työkappalemateriaaleista.
- Hiontapaine: Hiontapaine hiontavyöhykkeellä määrää myös sopivan hiomalaikan tyypin. Raskaissa painesovelluksissa käyttäjän tulee käyttää lujia / kestäviä viljalaikkoja, jotka kestävät suuren jauhamisen aikana syntyvän paineen.
- Muototarkkuus ja vaadittu viimeistely: Pienten geometristen toleranssien saavuttamiseksi tulee käyttää hienojakoisempia hiomalaikkoja. Nopeita massanpoistonopeuksia vaativiin sovelluksiin karkeakarkeuspyörät ovat ihanteellinen valinta.
- Kosketusalue: Jos tarvitaan pieni kosketusalue, käyttäjä voi valita lujat / kestävät viljan hiomalaikat. Koska se vastaa suurempaa voimaa rakeita kohti, pyörän materiaalin tulee olla erittäin kestävää.
- Koneen/karan hevosvoimat: Kun hiomakoneen karan käytettävissä on suurempi hevosvoima, käyttäjän tulee asentaa kovempi pyörälaatuinen vilja. Pienitehoisissa koneissa tulee käyttää pehmeämpiä jyvälaikkoja, jotta hiomalaikan rakeet eivät himmene ja aiheuta työkappaleen pintavaurioita.
Milloin Norton Abrasives -hiomalaikka vaihdetaan?
Se riippuu hiomalaikan tyypistä ja sovelluksesta.- Suorat pyörät: Suoratyylisen hiomalaikan käyttökelpoisena osana pidetään osaa, joka ulottuu kiinnityslaippojen yli. Hiomalaikkaa ei saa kulua niin paljon, että laippakokoonpano voisi koskettaa työkappaleen kiinnitystelinettä tai itse työkappaletta.
- Sylinteripyörät ja -segmentit: Nämä pyörät on kiinnitetty hiomakoneisiin ja nämä koneet määrittävät näiden pyörien poisheittokoon. Näiden koneiden alassyöttömekanismi estää hiomalaikkaa koskettamasta työkappaletta. Hiomalaikkaa ei saa laskea alas pyörän rikkoutumisen välttämiseksi.
- Upotetut pyörät: Näissä pyörissä on syvennyksiä, joita ei voida kuluttaa kiinnityslaippaan asti, koska syvennyksen reuna irtoaa. Lisäksi pyörän karkeus ja käyttökohde vaikuttavat näitä sylinteripyöriä vaihdettaessa.
- Kannettavat pyöräkupit: Norton Abrasivesin kannettavat pyöränkupit on hävitettävä, koska koneen suojus estää työstettävän kappaleen oikean hiomisen. Koneen suojus määrittää poisheitetyn koon estämällä pyörien vanteen ylimääräisen hionnan.
- Korotetut napapyörät: Norton Abrasivesin korotetut napapyörät mitataan myös konesuojan perusteella. Jos käsissä oleva sovellus sallii hiomalaikan kulumisen, käyttäjän tulee pysähtyä ennen koskettamista pyörän kiinnityslaippoihin. Lisäksi pyörän napaa ei saa käyttää hiontaan.
Miksi hiomalaikan pinnoitus tulisi tehdä ennen hiomalaikan asentamista?
Hiomalaikan pukeminen tarkoittaa nykyisen hiomamateriaalikerroksen poistamista siten, että työkappaleen työstämistä varten saadaan terävä pinta. Hiomalaikan oikeaksi asettaminen tekee työkappaleen hiomapinnasta yhdensuuntaisen muiden vertailutasojen tai hiomapöytien kanssa, joten hiomalaikka on tasainen joka puolelta ja tuottaa tarkan pinnan.
Voivatko CBN-hiomalaikat hioa kovametallia?
Kyllä, CBN-hiomalaikat voivat teroittaa puhtaita kovametalliteriä. Märkä CBN-hiomalaikka voi viipaloida kovametallimateriaalin samalla nopeudella kuin timanttilaikka. Kuitenkin kovametallimateriaaleja leikattaessa CBN-pyörät kuluvat nopeammin.
Mihin CBN-hiomalaikkoja käytetään?
CBN-hiomalaikoilla on korkea kemiallinen kestävyys ja lämpöstabiilisuus, mikä tekee näistä hiomalaikoista sopivia rautapitoisten materiaalien, kuten laakerin ja karkaistujen terästen, nikkelipohjaisten metalliseosten ja rautapitoisten materiaalien, hiontaan. Näitä hiomalaikkoja käytetään metallin leikkaamiseen, teroittamiseen ja poistamiseen kovilta pinnoilta.
Mikä on Norton Abrasivesin hiomalaikkojen karkeuskoko?
Hiomalaikkojen karkeus vaihtelee karkeasta, keskikokoisesta hienoon. Karkea on 16 - 24 karkeus, keskikokoinen 36 - 60 ja hieno on 80 - 120 karkeus. Erittäin hieno alue ulottuu 150:stä ja sitä korkeammalle. Hiomalaikat ovat yleensä 24-100 karkeudet. Hiomalaikan huoltoon käytettävät saumaus- ja hiomakivet ovat 150 tai enemmän.
Mitä on lasitus hiomalaikoissa?
Kun hiomalaikan pinta muuttuu kiiltäväksi ja sileäksi, sen sanotaan olevan lasitettu. Tämä ulkonäkö osoittaa, että hiomalaikka on tylsä, mikä tarkoittaa, että hiomarakeet eivät ole teräviä hiomaan työkappaletta tarkasti. Lasittuminen johtuu yleensä kovien materiaalien hiomisesta, jotka ovat liian kovia hiomalaikan hiomamateriaalille.
Mistä tietää, tarvitseeko hiomalaikka käsittelyä?
Kun hiomalaikan terävyys himmenee lasituksesta ja kuormituksesta, tylsistyneet lastut ja rakeet poistetaan sopivalla viimeistelytyökalulla terävien leikkausreunojen paljastamiseksi samalla kun lastuille tehdään syvennyksiä.